- Increased pump efficiencies and increased production.
- Ability to reduce strokes speeds extending pump, tubing, rod, and pump jack life as a result of better pump efficiencies.
- Pump below a packer.
- Stop foaming issues
- Decrease power costs. Operating the pump in a gas locked condition wastes energy. The pump is reciprocated but no fluid is lifted.
- Eliminate tagging bottom – saves on man hours and increases pump life.
- Increase Valve Life. Violent impacting of balls against seats and cages due to high energy release of gas associated with tapping is eliminated.
- Increase Rod & Tubing life – rod slap associated with tagging bottom can shorten rod and tubing life .
- Prevent stuffing box burn out and subsequent oil spillage.
- No mechanical devices or finger type ball openers used which can break, or cause premature valve failure.
- Tubing does not have to be pulled to solve gas issues
- Spacing is not critical when installing the Gas Bailer
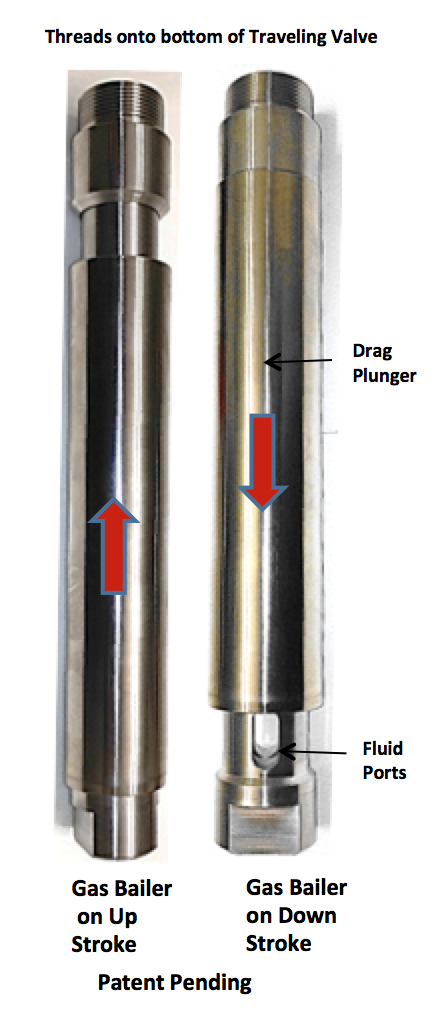
Use of the GAS BAILER, will reduce gas interference and positively eliminate gas-locking on the down hole rod pump. Acting as a mini-compressor, it will pump free gas, as well as oil, water, or foam on each and every stroke.
The Gas Bailer is attached to the bottom of the standard pump traveling valve replacing the seat plug. The frictional force between the outside of the drag plunger and the inside of the pump barrel causes the Gas Bailer Valve to open and close.